

CNC հայելիի կայծային մեքենա
Պարամետրերի աղյուսակ
Կարողությունների պարամետրերի աղյուսակ
| Ապրանք | Միավոր | Արժեք |
| Սեղանի չափսը (երկարություն × լայնություն) | mm | 700×400 |
| Մշակման հեղուկի բաքի ներքին չափսերը (երկարություն × լայնություն × բարձրություն) | mm | 1150×660×435 |
| Հեղուկի մակարդակի կարգավորման միջակայքը | mm | 110–300 |
| Մշակման հեղուկի բաքի առավելագույն տարողունակությունը | l | 235 |
| X, Y, Z առանցքի ճանապարհորդություն | mm | 450×350×300 |
| Առավելագույն էլեկտրոդի քաշը | kg | 50 |
| Աշխատանքային մասի առավելագույն չափը | mm | 900×600×300 |
| Աշխատանքային մասի առավելագույն քաշը | kg | 400 |
| Աշխատանքային սեղանից մինչև էլեկտրոդի գլխիկ նվազագույնից մինչև առավելագույն հեռավորությունը | mm | 330–600 |
| Դիրքորոշման ճշգրտություն (JIS ստանդարտ) | մկմ | 5 մկմ/100 մմ |
| Կրկնակի դիրքավորման ճշգրտություն (JIS ստանդարտ) | մկմ | 2 մկմ |
| Հաստոցային գործիքի ընդհանուր չափսերը (երկարություն × լայնություն × բարձրություն) | mm | 1400×1600×2340 |
| Մեքենայի մոտավոր քաշը (երկարություն × լայնություն × բարձրություն) | kg | 2350 |
| Եզրագծի չափս (երկարություն × լայնություն × բարձրություն) | mm | 1560×1450×2300 |
| Ջրամբարի ծավալը | l | 600 |
| Մեքենաշինական հեղուկի ֆիլտրացման մեթոդ | A | Փոխարինելի թղթե միջուկի ֆիլտր |
| Առավելագույն մեքենայական հոսանք | kW | 50 |
| Ընդհանուր մուտքային հզորություն | kW | 9 |
| Մուտքային լարում | V | 380 Վ |
| Օպտիմալ մակերեսային կոպտություն (Ra) | մկմ | 0.1 մկմ |
| Էլեկտրոդի նվազագույն կորուստ | - | 0.10% |
| Ստանդարտ գործընթաց | Պղինձ / պողպատ, միկրոպղինձ / պողպատ, գրաֆիտ / պողպատ, վոլֆրամ / պողպատ, միկրոպղինձ վոլֆրամ / պողպատ, պողպատ / պողպատ, պղինձ վոլֆրամ / կարծր համաձուլվածք, պղինձ / ալյումին, գրաֆիտ / ջերմակայուն համաձուլվածք, գրաֆիտ / տիտան, պղինձ / պղինձ | |
| Ինտերպոլյացիայի մեթոդ | Ուղիղ գիծ, աղեղ, պարույր, բամբուկե ատրճանակ | |
| Տարբեր փոխհատուցումներ | Քայլի սխալի փոխհատուցումը և բացվածքի փոխհատուցումը կատարվում են յուրաքանչյուր առանցքի համար | |
| Կառավարման առանցքների առավելագույն քանակը | Եռաառանցքային եռակի միացում (ստանդարտ), չորսաառանցքային չորսակի միացում (ըստ ցանկության) | |
| Տարբեր որոշումներ | մկմ | 0.41 |
| Նվազագույն շարժիչի միավոր | - | Սենսորային էկրան, U սկավառակ |
| Մուտքագրման մեթոդ | - | RS-232 |
| Ցուցադրման ռեժիմ | - | 15 դյույմանոց LCD (TET*LCD) |
| Ձեռքով կառավարման վահանակ | - | Ստանդարտ դյույմ (բազմամակարդակ անջատում), օժանդակ A0~A3 |
| Դիրքի հրամանի ռեժիմ | - | Ինչպես բացարձակ, այնպես էլ աստիճանական |
Նմուշային ներածություն
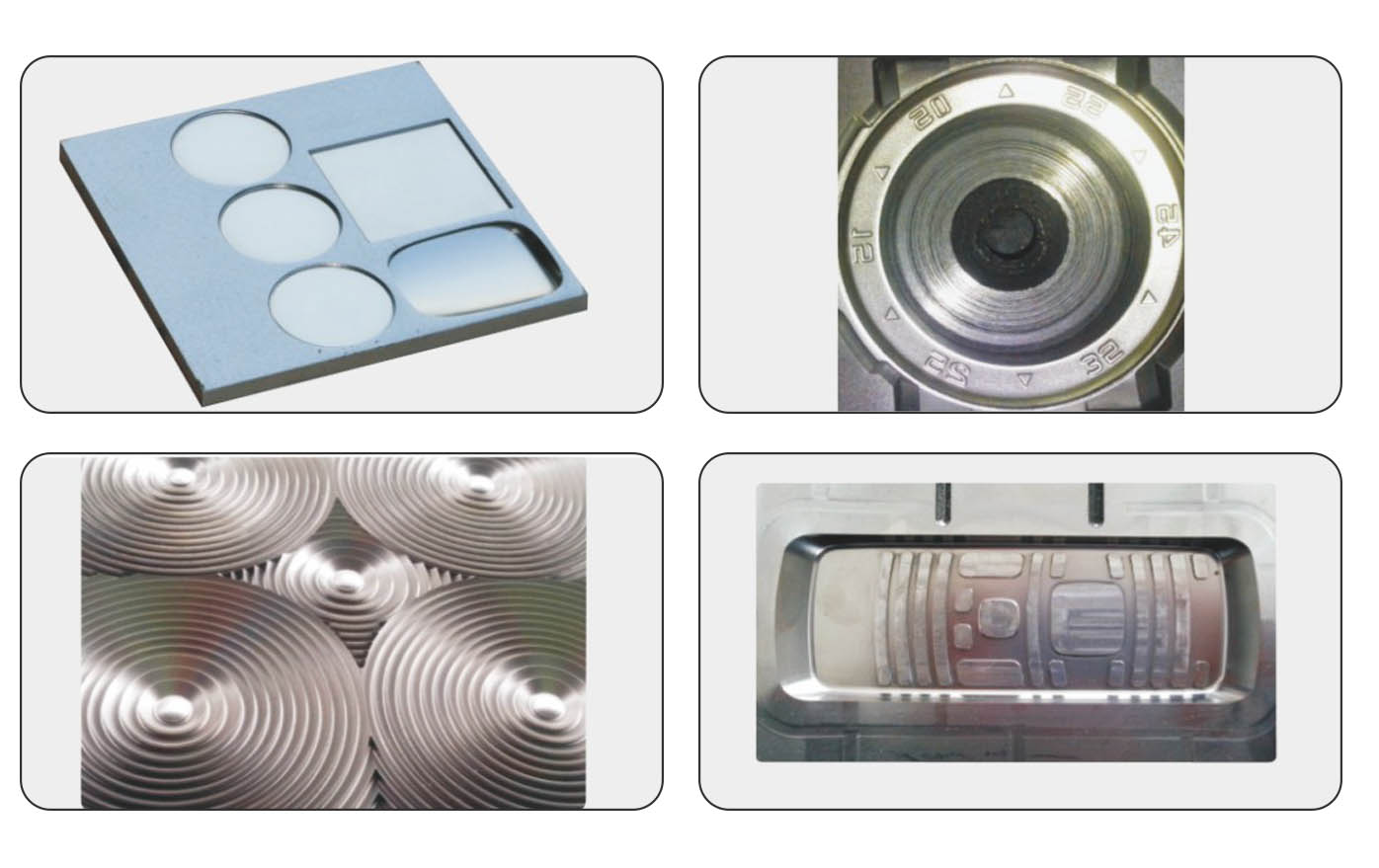
Համապարփակ մշակման օրինակներ (հայելային մշակում)
| Օրինակ | Մեքենայի մոդել | Նյութ | Չափս | Մակերեսի կոպտություն | Մշակման բնութագրերը | Մշակման ժամանակը |
| Հայելային ծածկույթ | A45 | Պղինձ – S136 (ներմուծված) | 30 x 40 մմ (Կոր նմուշ) | Ra ≤ 0.4 մկմ | Բարձր կարծրություն, բարձր փայլ | 5 ժամ 30 րոպե (Կոր նմուշ) |
Ժամացույցի պատյանի ձուլվածք
| Օրինակ | Մեքենայի մոդել | Նյութ | Չափս | Մակերեսի կոպտություն | Մշակման բնութագրերը | Մշակման ժամանակը |
| Ժամացույցի պատյանի ձուլվածք | A45 | Պղինձ – S136 կարծրացված | 40 x 40 մմ | Ra ≤ 1.6 մկմ | Միատարր հյուսվածք | 4 ժամ |
Սափրիչի շեղբի կաղապար
| Օրինակ | Մեքենայի մոդել | Նյութ | Չափս | Մակերեսի կոպտություն | Մշակման բնութագրերը | Մշակման ժամանակը |
| Սափրիչի շեղբի կաղապար | A45 | Պղինձ – NAK80 | 50 x 50 մմ | Ra ≤ 0.4 մկմ | Բարձր կարծրություն, միատարր հյուսվածք | 7 ժամ |
Հեռախոսի պատյանի ձուլվածք (խառը փոշու մշակում)
| Օրինակ | Մեքենայի մոդել | Նյութ | Չափս | Մակերեսի կոպտություն | Մշակման բնութագրերը | Մշակման ժամանակը |
| Հեռախոսի պատյանի ձուլվածք | A45 | Պղինձ – NAK80 | 130 x 60 մմ | Ra ≤ 0.6 մկմ | Բարձր կարծրություն, միատարր հյուսվածք | 8 ժամ |
Գրեք ձեր հաղորդագրությունը այստեղ և ուղարկեք այն մեզ



